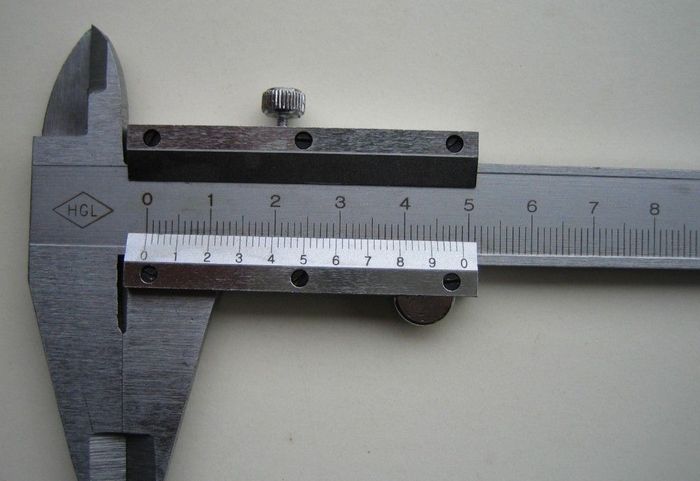
1、使用前应把卡尺擦净,使两个量爪紧密贴合,看主副尺零线是否对齐,否则应送检修部门校准。
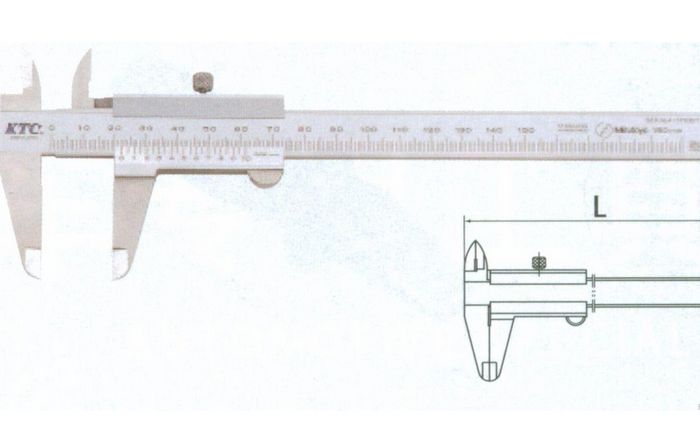
2、测量零件的外尺寸时,两量爪测量面分开的距离L应比被测尺寸d大一些,测量内表面尺寸时,两量爪测量面分开的距离L应比被测尺寸稍小些。
3、测量时,量爪对被测表面不要卡得太松或太紧,否则测量不准,也易损坏卡尺。
4、为使测量准确,卡尺的量爪要与被测尺寸方向对正,否则读数不正确。
5、测量圆孔时,应使一个量爪紧贴孔壁不动,另一个量爪微微摆动,方能量出直径的实际尺寸。
6、从工件取下卡尺读数时,应轻轻拔出,不能斜扭,否则读数不准确,读数时,眼睛要对正尺面。
7、在用两量爪宽度为6(通常6二10mm)测量内表面尺寸时,读数还应加上宽度凸,才是被测量的实际尺寸。